钢柱钢梁加工制作关键技术与工法
大跨度蜂窝梁钢结构加工涉及复杂的制造工艺和现场安装技术。江苏杰达钢结构工程有限公司通过创新的蜂窝梁制作工法和H型钢梁组立工艺,解决了大跨度、大规模钢梁制造和安装的技术难题。
蜂窝梁工法的适用范围
本工法适用于大跨度蜂窝钢梁建筑施工,包括大型厂房、大型会场、展览馆、火车站等公建钢结构工程。蜂窝梁相比传统实腹梁,能显著降低自重、提高跨度、美观造型,在现代建筑中得到广泛应用。
蜂窝梁制作工艺原理
蜂窝梁的工厂制作流程为:在钢板上按设计线形放样→切割→错位重新组合→焊接成蜂窝状腹板→用专门组立胎架进行H型钢梁组立成型→焊接形成腹板有蜂窝洞口的H型钢梁。这一工艺既保证了结构强度,又大幅减轻构件自重。
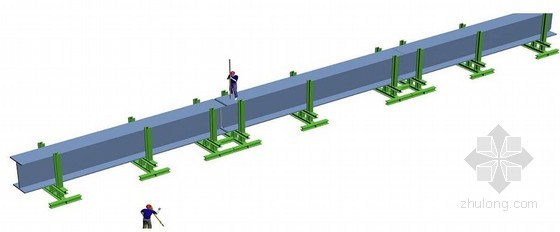
现场安装工艺流程
蜂窝梁工地安装的工艺流程为:拼装胎架制作→钢梁拼装→钢梁焊接→焊缝探伤→焊缝补漆→钢梁吊装→测量校正→焊接。由于运输和重量限制,大跨度蜂窝梁分为多段(27m跨分为两段,43m跨分为三段)在工地进行分段拼装。
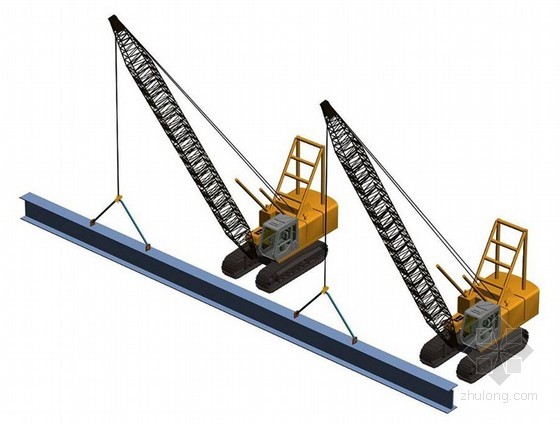
吊装技术要点
分段钢梁吊装采用一台履带吊完成,吊点设置在钢梁1/3分段点处。拼装完成后钢梁跨度较大时,采用两台履带吊进行抬吊,设置4个吊点,保证吊装合力方向延长线与钢梁1/3分段点相交。确定好钢梁的安装位置及方向后,缓慢下降使梁平稳就位,梁与牛腿对准后用冲钉穿孔作临时就位对中,将梁两端打紧逼正,节点两侧各穿入螺栓临时加以紧固。
钢柱制造工艺
根据现场安装要求,钢梁制作分为3个制作段加工出厂。第一段制作板加区X1线的吊车梁11根、柱子13根及屋面托梁约600T;第二段制作加热炉、吊车梁42根(其中Q345C 14根,Q235B 28根)、柱32根及屋面梁、托架、檩条等;第三段制作板加区(除X1轴线)吊车梁55根、柱39根及屋面梁、托架、檩条等。
钢柱结构为:上柱为H型实腹式,下柱为双肢分离式,肩梁采用单腹板形式,腹板和下柱钢管和上柱H型钢翼板插通,上下柱间设有K型管支撑,柱脚为分离式柱脚。上柱制作要领包括:根据与肩梁的分段尺寸,确保与肩梁连接位置正确,上端位置可预留余量最终切头;所有号孔及装配尺寸都以与肩梁接点为准进行号线装配;腹板位置开孔可在组装前定位,预先切割完成。
吊车梁制造工艺
吊车梁跨度分别为15M、18M、24M、27M,采用H型截面实腹式,梁高为2M、2.2M、2.5M、2.8M、3M。吊车梁与水平制动梁、辅助桁架及下部水平撑形成整体。屋面梁采用H型实腹板梁,间距最大为42M,大柱距处加设托梁。
施工一般规定
钢板接料时在焊缝两侧必须加设引弧板,引弧板长度埋弧焊不小于100mm,CO2手工焊不小于60mm,与母材同材质、同厚度、同坡口。埋弧焊引弧长度应大于50mm,手工焊或气体保护焊引弧长度应大于20mm,焊接后用气割切除,严禁损伤母材。下翼缘严禁打火,以免伤及母材。
所有翼腹板均采用半自动或数控切割,坡口加工采用半自动加工或机械加工方法,严禁手工切割坡口。这一规定确保切割质量和加工精度。
常见问题
Q:蜂窝梁相比实腹梁有什么优势?
A:蜂窝梁通过在腹板上开设蜂窝洞口,在保证强度的前提下大幅减轻自重,可实现更大跨度;材料用量减少约20-30%,成本更低;美观的蜂窝造型也提升了建筑外观。
Q:大跨度蜂窝梁如何保证现场安装精度?
A:通过分段吊装、测量校正、临时固定等措施。吊装前精确定位,吊装后立即测量校正,用冲钉和临时螺栓固定,确保梁体位置和角度符合设计要求。
Q:钢柱上下柱连接为什么采用插通形式?
A:上柱H型钢翼板与下柱钢管插通设计,增加了接触面积和承力能力,同时通过K型管支撑形成空间刚架,提高整体结构的稳定性和抗震性能。
小结
钢柱、钢梁的加工制作是现代建筑钢结构工程的基础。江苏杰达钢结构工程有限公司通过创新的蜂窝梁工法、规范的加工工艺和精细的现场管理,确保大跨度、大规模钢梁的制造和安装质量,为业主提供安全可靠的钢结构产品。